





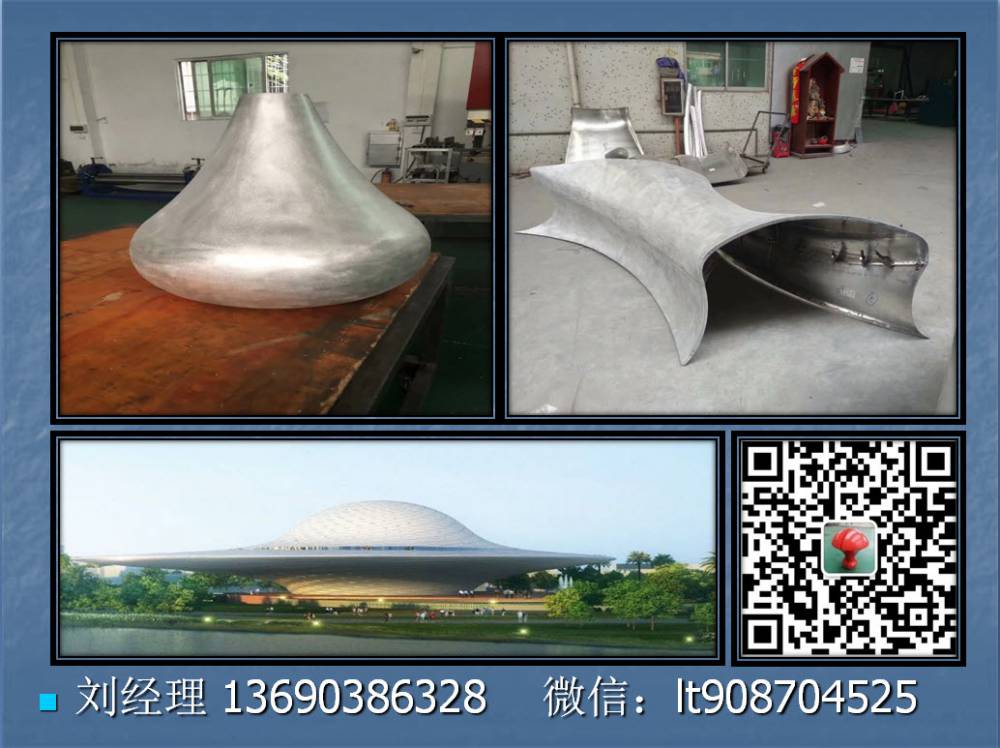
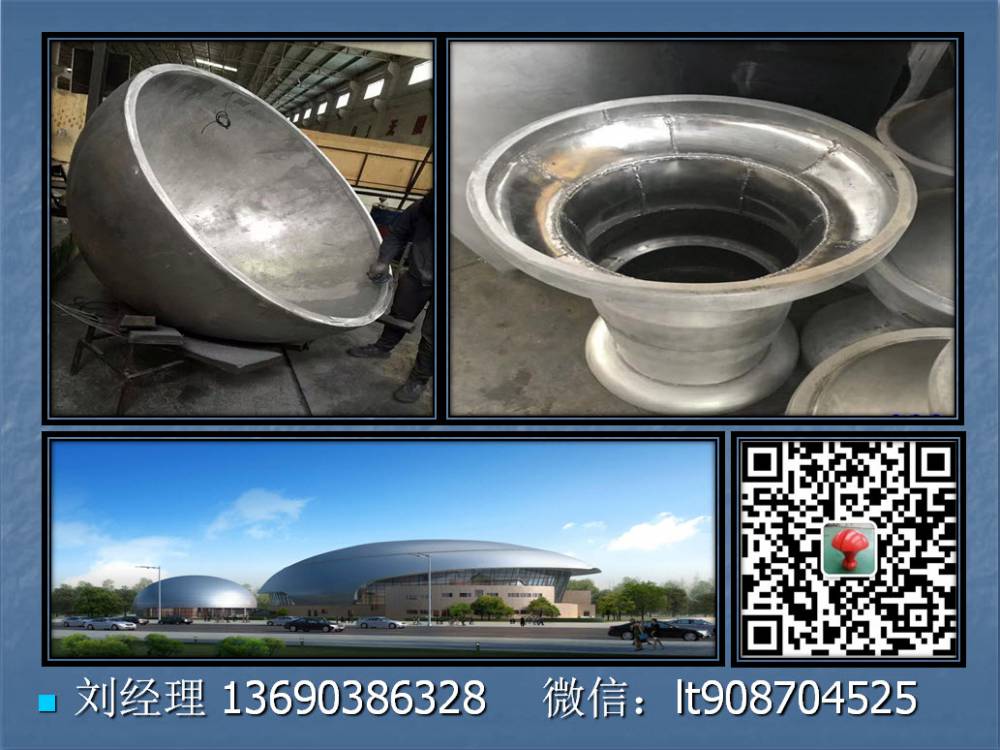
双曲铝单板蒙皮成形拉深后再翻边的计算应先决定翻边所能达到的较大高度,然后根据翻边高度及工件的高度来决定拉深件的高度。内凹翻边变形与圆孔翻边相似,属于伸长类翻边。外凸翻边变形类似于浅拉深属压缩类翻边。局部胀形是一种使材料发生拉伸,形成局部的凹进或凸起,借以改变毛坯形状的方法。主要用于加强筋和凸形压制、板件及艺术装饰品的浮雕压制。将圆柱形空心毛坯(管状或桶状)向外扩张成曲面空心板件的旋压方法为圆柱形空心毛坯胀形,用这种方法可获得许多形状复杂的板件。
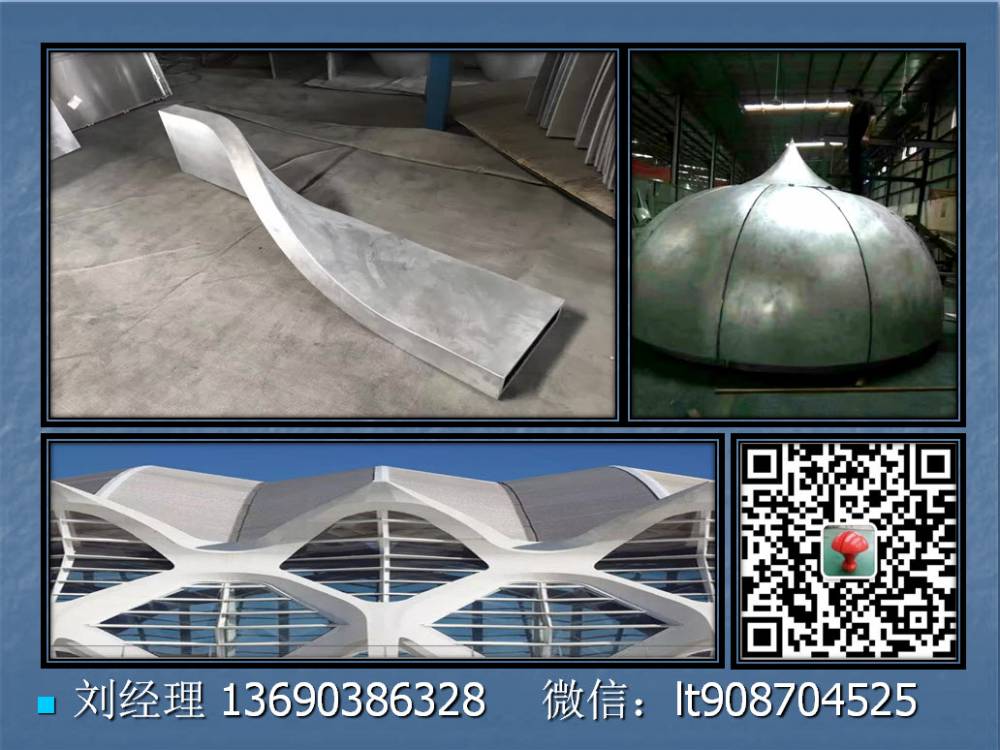



若钣金件的翻边高度较大难于一次成形,内壁又允许变薄时,可采用变薄翻边,以提高生产率并节约材料。变薄翻边时,成形凸模、凹模间的间隙小于坯料的厚度。变薄翻边属于体积变形,变形程度不仅决定于翻边系数,还决定于竖边的变薄系数。在宽凸缘拉伸中,当毛坯外形尺寸大于制件筒形直径的三倍时,凸缘部分不可能产生切向收缩变形,板件的成形主要靠凸模下方及附件材料的变薄,它与宽凸缘拉深的分界点。实现蒙皮零件CAD/CAE/CAM的数字化制造,双曲铝单板厂家的操作工熟练掌握钣金工艺技术是非常必要的,有利于钣金件生产管理,是提高产品质量和降低成本的重要保证,是把双曲铝板价格从1500元/平方定格到450-800元/平方的可接受区间范围的坚实基础。







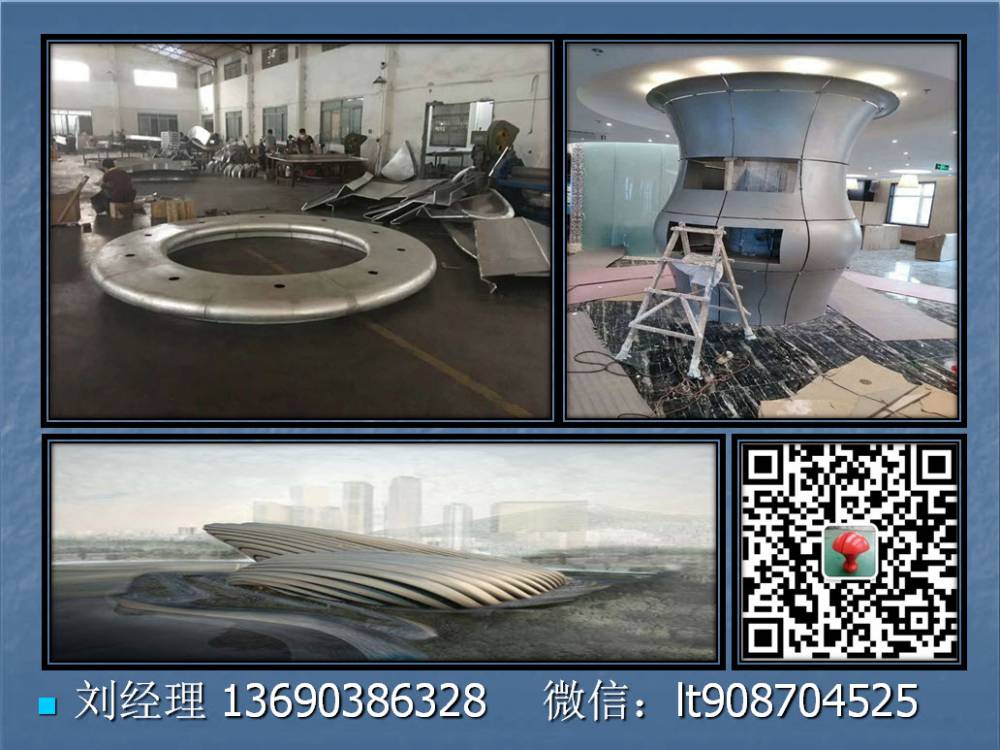
双曲铝板钣金的局部胀形的变形程度主要取决于材料的力学性能,材料塑性好、硬化指数值大时,变形程度的极限值就高,另外还受零件形状、凸模表面质量、润滑条件等因素的因素。根据板件形状和材料性质,局部胀形可由一次或多次工序完成。对于压加强肋等成形,材料一次成形极限用断面变形程度来表示。双曲铝单板蒙皮成形工艺是指翻边、缩口、旋压、胀形、整形等,这些工艺方法的变形特点不尽相同,常和冲材、弯曲、拉深等工序组合,完成一些复杂形状零件的冲压工艺。蒙皮拉形的加载方式主要有3种:持续拉伸、包覆一拉伸、拉伸一包覆一拉伸,研究蒙皮拉形时的钳口轨迹确定方法、优化过程和仿真流程。急需建立一套蒙皮拉形钳口轨迹优化系统,结合ANSYS等有限元仿真软件,实现快速进行钳口轨迹优化、参数设置和得到仿真结果的功能。









